Det har tagit sin tid men nu håller halvledartillverkaren STMicroelectronics på att växa ur fabrikslokalerna i Norrköping. Där tillverkas kiselkarbidwafers, de skivor som utgör basen för kraftkomponenter som framförallt används i invertrar till elfordon.
Det har tagit sin tid men nu håller halvledartillverkaren STMicroelectronics på att växa ur fabrikslokalerna i Norrköping. Där tillverkas kiselkarbidwafers, de skivor som utgör basen för kraftkomponenter som framförallt används i invertrar till elfordon.
Störst på kraftST är överlägset störst på kraftkomponenter i kiselkarbid, enligt analyshuset Yole Développement. Omsättningen låg strax under 500 miljoner euro i fjol vilket är ungefär dubbelt så mycket som tvåan, Infineon. ST:s mål för 2022 är 700 miljoner euro. År 2024 – ett år tidigare än de ursprungliga planerna – ska det vara över en miljard euro. Siffran är inte orimlig,Yole Développement spår att marknaden växer med 34 procent per år fram till 2027 då den är värd 6,3 miljarder dollar. I skrivande stund är en dollar i princip lika mycket värd som en euro. |
Det märks redan när vi svänger in på parkeringen, den är numera är välfylld. Liksom cykelstället. På baksidan av fabriksbyggnaden står ett antal baracker från Cramo som fungerar som extra kontor. Matsalen ligger i en tillbyggnad som blev klar i somras. Utrymmet under fabriken håller på att inredas för att kunna husera en del av infrastrukturen och inne i fabriken är det proppfullt.
– Vi köpte tomten och byggnaden i år och vi diskuterar med kommunen om att köpa mer mark här intill, berättar Carlo Riva när han visar runt.
Carlo Riva har ett övergripande ansvar för kiselkarbid på STMicroelectronics. Han har tidigare arbetat på företagets halvledarfabrik i Agrate nära Milano, men flyttade till Norrköping i samband med att ST köpte Norstel år 2019.
Vägen dit kan nog bäst beskrivas som en berg- och dalbana. Staten fick gå in med sitt riskkapitalbolag Fouriertransfom när de ursprungliga riskkapitalisterna gav upp. Via en kortvarig kinesisk ägare blir det nu ST som får skörda frukterna av tre decenniers träget gnetande med att minska antalet defekter i kiselkarbidskivorna så att kvaliteten blir tillräckligt bra för att duga till kraftkomponenter.
Utvecklingen har gjort omstart tre gånger och varje gång har det gått snabbare att ta stegen från små dimensioner (2 eller 4 tum) upp till en storlek som är användbar i kommersiella processer (4 eller 6 tum) utan att antalet defekter ökar dramatiskt.
– Vi fokuserade på kvalitet och när vi fick fram bra sextumsskivor år 2017 började vi få uppmärksamhet från kunderna, säger utvecklingschefen Alex Ellison som varit med sedan starten.
Idag skeppas sextumsskivor från STMicroelectronics Silicon Carbide AB – som är det officiella namnet på Norrköpingsfabriken – till koncernens fabrik i Catania där det tillverkas dioder och MOSFET:ar för krafttillämpningar. Företaget har nyligen adderat en andra fabrik för kiselkarbidkomponenter i Singapore för att möta den snabbt växande efterfrågan.
– Vi har över 80 kunder varav 20 är biltillverkare. 75 procent går till fordon medan 25 procent är industritillämpningar, säger Carlo Riva.
De första skivorna på åtta tum levererades sommaren 2021 och planen är att helt gå över till åtta tum under andra kvartalet nästa år.
En sak som skiljer kiselkarbid från annan halvledartillverkning är den vertikala integrationen hela vägen från wafers till kapsling. Det hänger dels samman med möjligheten att få bättre kontroll på kostnaderna plus att tekniken är förhållandevis omogen jämfört med kisel där ingen skulle komma på tanken att tillverka egna substrat.
I kiselkarbidvärlden är substraten inte en standardprodukt utan har olika egenskaper beroende på vem som tillverkat dem. Faktisk kommer varje wafer med en karta över de defekter som upptäckts under testningen.
Dessutom sker fortfarande den överväldigande majoriteten av all produktion på sextumsskivor. Utveckling av maskinerna som behövs för att tillverka på åtta tum pågår parallellt med att den produktionen håller på att rampas upp.
– Idag går det nästan inte att köpa åttatumsskivor.
Dessutom är antalet leverantörer få. När det gäller substrat till kraftkomponenter finns egentligen bara två, Wolfspeed och SiCrystal som ägs av Rohm. Så för att minska beroendet förvärvades Norstel som ST samarbetat med under ett antal år.
Affären skedde i två steg. I början av 2019 köptes 55 procent och när sextumsskivorna visat sig hålla måttet resterande 45 procent i november.
Redan året efter, 2020, började fabriken leverera sextumsskivor för kommersiell produktion i Catania på Sicilien.
Där kommer också de stora volymerna att tillverkas i den nya fabriken som är under uppförande. Pilotproduktionen ska komma igång redan nästa år.
– Målet är att våra egna fabriker ska stå för 40 procent av vårt behov år 2024.
Sedan övertagandet har ST adderat så mycket nya maskiner för 200 mm-skivor att fabriken i Norrköping numera är fylld till bristningsgränsen trots att mycket av den äldre maskinparken lyfts ut. Bara en epitaximaskin från före detta Epigress finns kvar från starten 2006 men dess dagar är räknade.
Själva tillverkningen av kristallerna pågår dygnet runt medan övriga delen av fabriken kör tvåskift. Inklusive utvecklare och administrativ personal har det vuxit till 76 personer.
– Vi behöver bli fler men det är svårt att hitta personal. Det gäller särskilt för de med materialkunskap.
Dessutom finns ett tiotal personer från STMicroelectronics SiC tillverkning i Catania på plats för att lära sig processen, plus andra personer från ST som är i Norrköping i upp till ett halvår.
När den nya fabriken är i full drift om några år kommer Norrköping framförallt fokusera på så kallade seed wafers, de skivor som används som bas när man växer de ”puckar” som sedan skivas upp i wafers. Seed wafers som måste ha extremt få fel i kristallstrukturen eftersom dessa fortplantar sig genom varje lager som adderas och slutresultatet därför inte blir bättre än utgångsskivan.
Dessutom ska Norrköping syssla med vidareutveckling för att snabba upp tillverkningsprocesserna och sänka energiförbrukningen, men också ta fram nya metoder för att skapa kiselkarbidwafers. I uppdraget ingår också att titta på andra material med stort bandgap.
Trots att Norrköping inte gör någon kommersiell epitaxi (tunna skikt på wafern) så står en splitter ny maskin i ett hörn.
 Artikeln är tidigare publicerad i magasinet Elektroniktidningen. Artikeln är tidigare publicerad i magasinet Elektroniktidningen.Prenumerera kostnadsfritt! |
– Vi behöver den för att kunna utvärdera kvaliteten och för ett EU-projekt vi är med i.
I fjol återupptogs utvecklingen av semiisolerade kiselkarbidwafers för rf-komponenter. Man började med fyra tum och tog steget till sex tum i juli. Planen är att snabbt fortsätta till åtta tum.

FabrikenFinska Okmetic var delägare och drivande vid bygget av fabriken år 2005-2006. Den blev layoutmässigt en kopia av företagets fabrik i Vanda, utanför Helsingfors, som bland annat gör wafers för mems-komponenter. Fabriksdelen finns därför i mitten av byggnaden med det mesta av infrastrukturen på våningen ovanför. Normalt är annars att den återfinns i källarplanet under renrummet. Under resans gång har man också bytt tillverkningsmetod från HTCVD (High Temperature Chemical Vapor Deposition) till sublimering. – HTCVD har lite andra gaser än vi behöver idag. De används visserligen för epitaxin men inte alls lika mycket, säger Niclas Karlsson, som är produktionschef. Den som förväntat sig att personalen går runt i rymddräkter blir besviken. Bara tvättningen av de färdiga skivorna görs i ett renrum av klass 1000. Ugnarna som utgör hjärtat i fabriken behöver inte den renheten. I motsats till kiselkristaller (ingots), som börjar med en liten diameter och liknar en vinflaska när de är färdiga, ser kiselkarbidkristaller mer ut som en kraftigt förstorad ishockeypuck. Det beror på att man utgår från en wafer av rätt dimension som är så perfekt som möjligt (kallas seed wafer och finns inte att köpa på den kommersiella marknaden). Rent praktiskt monteras seed wafern på en bärare av grafit i en egenutvecklad process som hanterar de spänningar som uppstår när de två materialen värms upp till över 2000 grader. Arbetet görs numera av en robotcell för att hantera de större volymerna och samtidigt få jämnare kvalitet.
Genom att styra gasflöde, temperatur och tryck (vakuum) går det att reglera tillväxthastigheten och därmed hålla nere antalet fel i kristallstrukturen. Tillväxthastigheten är inte mer än 0,1 till 1 mm per timme så en färdig kristall tar över två dagar att tillverka. Ska man göra en seed wafer är processen ännu mer långdragen för att minimera antalet fel i kristallstrukturen. Tillverkningen sker dygnet runt i ugnarna, som står sida vid sida. Laddning och uttag sker från framsidan medan service görs från baksidan. En hel del arbete har lagts ned på att automatisera processen, men ugnarna går inte i fas. En kan laddas medan en annan håller på att kylas ned. Dessutom finns ugnar för både sex och åtta tum. Nästa steg är att svarva ingoten så att den blir perfekt rund, i en maskin som utvecklats tillsammans med leverantören. Därefter skapas en referens för maskinerna som ska tillverka komponenterna genom att slipa av en bit av långsidan eller skapa ett spår. Innan det kan göras måste kristallen röntgas för att fastställa orienteringen av gittret. Därefter sågas den upp i skivor vilket även det är en mekanisk process. Tekniken har vissa likheter med en äggskivare men trådarna dras fram och tillbaka samtidigt som de för med sig en oljig diamantsörja medan de äter sig ned genom materialet. Det finns också en metod där man skapar en skiva i taget med en laser. Därefter sker test och inspektion vilket ger en individuell rapport för varje skiva med olika feltyper. – Vi har implementerat ett MES-system (Manufacturing Execution System) för att hålla reda på allt, säger Carlo Riva. Det kan vara allt från rent kosmetiska saker till fel som kommer att göra att en komponent som hamnar där inte fungerar. Att skivorna blir olika hänger samman med att det kan uppstå nya fel i kristallstrukturen för varje lager, som sedan följer med i varje nytt lager som adderas. I extremfallet kan gittret ändras från 4H till 6H från ett atomlager till ett annat, vilket gör att skivorna inte fungerar för kraftkomponenter. Därefter sker en kemisk-mekanisk polering och slutligen tvätt innan de kan packas i kassetter för transport till fabriken i Italien eller till samarbetspartners. |
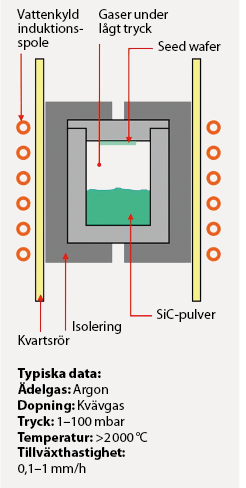 Paketet monteras i ugnen medan argon och kvävgas skapar rätt miljö för det förångade materialet (kisel och kol) som sedan kondenserar på wafern.
Paketet monteras i ugnen medan argon och kvävgas skapar rätt miljö för det förångade materialet (kisel och kol) som sedan kondenserar på wafern.